Санкт-Петербург

пн-пт: 08:00-17:00
 electra-its@mail.ru
electra-its@mail.ru

0 Сравнение
Сравнение
Сравнение
0 Избранное
Избранное
Избранное
Оформить заявку
Заказать звонок
electra-its@mail.ru
Сравнение
Избранное


Контактно-шовная (роликовая) сварка обеспечивает прочное соединение деталей из легированной/низкоуглеродистой стали с образованием в зависимости от технологии и оборудования сплошного либо прерывистого шва. Этот метод сварки получил широкое распространение в промышленности при производстве изделий с герметичными шовными соединениями (трубы, разные емкости и т.п.). Выделяют непрерывную сварку (сплошной шов), прерывистую (при импульсной подаче тока) и шаговую (пошаговая подача детали и тока).
Для достижения высококачественных результатов, автоматизации рабочих процессов и повышения их производительности используется специальное оборудование (машины/станки) шовной сварки. По конструктивным особенностям, оснащению и особенностям технологического процесса можно подобрать машины с необходимым параметром вылета, со столом, в том числе подвижным, с созданием поперечных швов (стандартные) и (или) продольных, а также многие другие разновидности. Помимо оснащения и функциональности, обязательно учитываются диапазон свариваемых толщин и эксплуатационные расходы, особенно на энергозатраты при выполнении рабочих операций.
Специалисты различают три способа шовной сварки:
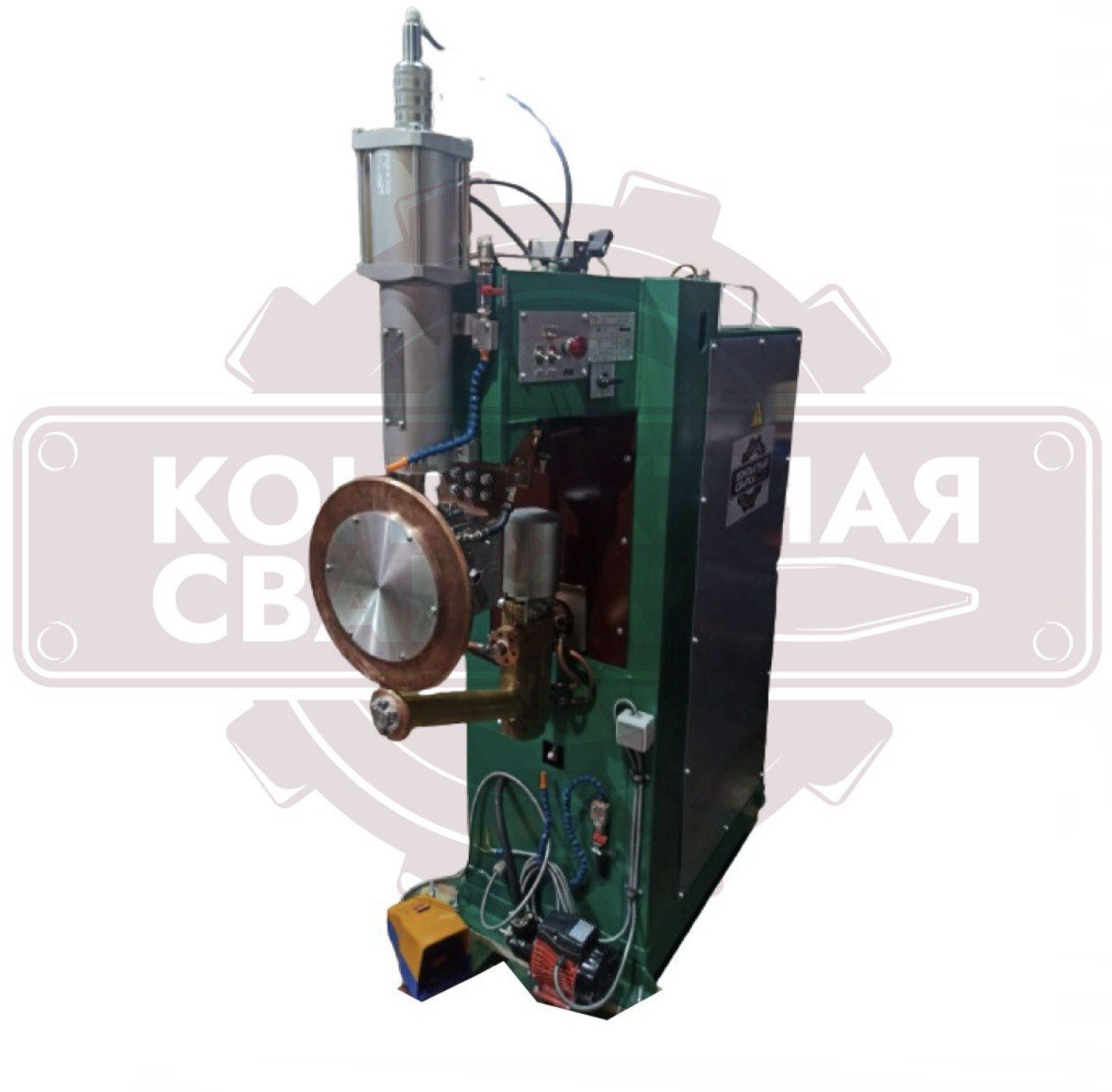
Конструкция машины шаговой сварки состоит из сварочного трансформатора и механизма вращения роликовых электродов, оборудованного электроприводом. Система токоподвода вместе с электродами образует две роликовые головки – нижнюю и верхнюю. Верхний электрод перемещается с ползуном механизма сжатия, действующего от пневмопривода. Если в процессе сварки используется наружное охлаждение, то машина точечной сварки комплектуется корытом для слива воды. Существуют конструкции машин, способные выполнять только продольные или поперечные сварочные швы. Однако в некоторых современных моделях предусмотрена возможность переналадки роликовых головок для выполнения обоих видов сварных швов. Электроды для роликовой сварки изготавливаются из бериллиевой, хромистой или кадмиевой бронзы, а также из других сплавов. Их диаметр, в зависимости от назначения аппарата шовной сварки, может быть от 350 до 450 мм, а ширина рабочей поверхности – от 4 до 10 мм.